本发明涉及一种稀土铝合金复合板叠轧制备中的热处理工艺,所述复合板包括芯材与皮材,芯材采用Al‑RE系铝合金占比为88‑92%,皮材采用Al‑Si系铝合金占比为8‑12%。本发明基于变形理论、扩散理论以及流变耦合理论,在普通叠轧过程中设计多步骤的热处理方法,通过两步均质处理及一步中间退火,成功制得界面结合优异且平整度高的大尺寸铝合金复合板。其中设计的分别均质化及二次均质化处理能够有效调控板材中第二相尺寸、分布及组织形态,促进芯材与皮材协同变形,从而改善复合板轧制过程中界面开裂情况;在最后精轧前进行中间退火,能有效将铝合金复合板的表面不平度控制在2 mm/m以内(150 cm×150 cm×1 mm范围内)。
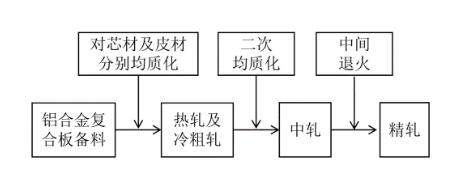
1.一种稀土铝合金复合板叠轧制备中的热处理方法,其特征在于,包括以下步骤: S1、对芯材、皮材分别进行均质化处理,并焊合,经热轧、冷粗轧后,获得复合板; 对芯材均质化处理的温度为610-620℃,升温时间5-8 h,保温时间15-17 h;对皮材均质化处理的温度为550-560℃,升温时间5-8 h,保温时间15-17 h; 所述芯材为Al-RE系铝合金,所述Al-RE系铝合金包括以下重量百分比的组分:Ce:4.0-5.0 wt.%,Mn:0.8-1.8 wt.%,余量为Al及不可避免的微量杂质元素; 所述皮材为Al-Si系铝合金,所述Al-Si系铝合金包括以下重量百分比的组分:Si:6.8-8.2 wt.%,Fe≤0.8 wt.%,Cu≤0.25 wt.%,Zn≤0.2 wt.%,余量为Al及不可避免的微量杂质元素; S2、对复合板进行二次均质化处理,再进行中轧; 二次均质化处理温度为550-560℃,升温时间为5-8 h,保温时间为12-14 h; S3、对中轧后的复合板进行中间退火,经精轧后,获得所述稀土铝合金复合板。
2.根据权利要求1所述的热处理方法,其特征在于,步骤S1中,芯材与皮材的质量比为88-92:8-12。
3.根据权利要求1所述的热处理方法,其特征在于,步骤S3中,所述中间退火温度为350-360℃,升温时间为3 -5 h,保温时间为10 -12 h。
4.一种如权利要求1-3中任一项所述热处理方法制备得到的稀土铝合金复合板。
请联系平台
请联系平台




