本发明公开了一种金属钐生产装置及方法。该金属钐生产装置包括炉体、炉盖、坩埚支撑装置、坩埚、坩埚中心加热体、坩埚中心加热体电极、套筒、收集器、加热控制系统和真空冷却充气系统;所述加热控制系统设置为能够分步多次对坩埚中心加热体的加热温度进行控制,以避免镧渣与坩埚粘连;所述真空冷却充气系统设置为能够对炉体的内部进行抽真空操作,且能够对炉体的内部进行快速降温,并能够向炉体内部充入惰性气体。本发明的金属钐生产装置可以有效避免镧渣与坩埚粘连。
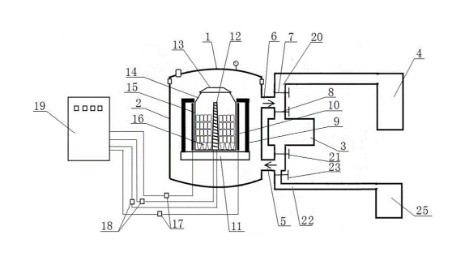
1.一种采用金属钐生产装置生产金属钐的方法,其特征在于, 所述金属钐生产装置,包括炉体、炉盖、坩埚支撑装置、坩埚、坩埚中心加热体、坩埚中心加热体电极、套筒、收集器、加热控制系统和真空冷却充气系统;其中,坩埚支撑装置、坩埚、坩埚中心加热体、套筒和收集器均设置于炉体的内部;坩埚中心加热体电极、加热控制系统和真空冷却充气系统均设置于炉体的外部; 所述炉体的顶端为开口状;炉盖盖设在炉体的顶端;所述坩埚支撑装置焊接在炉体的内侧壁上;所述坩埚支撑装置与炉体的内壁底端具有一定的间距;所述坩埚设置在坩埚支撑装置的上方,其用于盛装镧与氧化钐混合料块;所述坩埚支撑装置上设置有坩埚中心加热体;所述坩埚中心加热体穿过坩埚的底壁中心部位,并向上伸入到坩埚的内部,用于对坩埚内的镧与氧化钐混合料块进行加热;坩埚的底壁中心部位留有与所述坩埚中心加热体贴合的中孔,进而保证坩埚中心加热体能够从坩埚的底壁穿过;所述坩埚中心加热体与所述坩埚中心加热体电极电连接;坩埚的上方设置有套筒;收集器盖设在套筒的顶端;所述套筒用于对收集器进行支撑和连接;所述收集器用于对加热过程中逸出的钐蒸汽进行收集和冷凝; 所述加热控制系统设置为能够分步多次对坩埚中心加热体的加热温度进行控制,以避免镧渣与坩埚粘连;所述加热控制系统的一个输出端与所述坩埚中心加热体电极电连接,从而实现对坩埚中心加热体的控制;所述加热控制系统的另一个输出端与坩埚中心加热体的受控端相连接; 所述真空冷却充气系统设置为能够对炉体的内部进行抽真空操作,且能够对炉体的内部进行快速降温,并能够向炉体内部充入惰性气体;所述真空冷却充气系统包括气体循环冷却装置、真空系统以及充气系统;所述气体循环冷却装置、真空系统以及充气系统设置为分别能够独立运作,在进行独立运作时之间互不影响; 所述气体循环冷却装置与真空系统之间设置有真空抽气阀;气体循环冷却装置与充气系统之间设置有充气阀门; 所述气体循环冷却装置设置为能够向炉体内通入冷却气体; 所述真空系统与气体循环冷却装置中的一管路相连通,用于进行抽真空操作;真空系统包括与真空抽气管以及设置在真空抽气管末端的真空抽气装置;真空抽气阀设置在真空抽气管上; 所述充气系统与气体循环冷却装置中的另一管路相连通,用于向炉体内部充入惰性气体;所述充气系统包括充气管道、充气阀门和充气装置;充气装置采用盛装有惰性气体的钢瓶; 所述方法包括以下步骤: (1)第一阶段:物料准备 将块状镧锭采用刨床或铣床磨成0.5~5mm的镧屑,将镧屑与氧化钐粉末采用V型混料机混合均匀,将混合均匀的粉末采用四柱压机进行压型操作,压制成直径5~15cm且厚度2~8cm的圆柱形料块或上部直径2~8cm、下部直径5~15cm且厚度为2~8cm的圆台形料块; (2)第二阶段:装炉 在坩埚底部先铺装一层圆台形料块,并且使直径小的一端面朝下,上部均匀摆放圆柱形料块,放置好套筒和收集器,盖好炉盖进行抽真空操作,真空度达到10-1~3×10-1Pa时,充入高纯氩气至相对真空度为-0.10~-0.01MPa,然后重新抽真空至10-1~3×10-1Pa以下; (3)第三阶段:还原 在持续抽真空的条件下,按照如下升温方法对镧与氧化钐混合料块进行依次升温: a)以6~10℃/min的升温速率由15~25℃升温至250~450℃,保温20~80min; b)以6~10℃/min的升温速率升温至550~750℃,保温50~150min; c)以8~12℃/min的升温速率升温至750~950℃,保温50~150min; d)以6~10℃/min的升温速率升温至900~1050℃,保温100~200min; e)以3~7℃/min的升温速率升温至1050~1350℃,保温300~500min; f)以3~7℃/min的升温速率升温至1300~1500℃,保温50~150min; g)以3~7℃/min的升温速率升温至1400~1600℃,保温50~150min; (4)第四阶段:冷却与出炉 保持在高真空状态下进行冷却,当温度降至900~1100℃时,开启充气阀门充入高纯氩气至相对真空度为-0.05~-0.01MPa,然后启动气体循环冷却装置进行强制风冷20~40min,即降至80~120℃,停止强制风冷;破真空后打开炉盖,将收集器取出,并将坩埚取出后倒置,将镧渣取出,出炉用时5~25min;所获得的产品的收率≥85%。
2.采用权利要求1所述的金属钐生产装置生产金属钐的方法,其特征在于,包括以下步骤: (1)第一阶段:物料准备 将块状镧锭采用刨床或铣床磨成1~3mm的镧屑,将镧屑与氧化钐粉末采用V型混料机混合均匀,将混合均匀的粉末采用四柱压机进行压型操作,压制成直径8~12cm且厚度4~6cm的圆柱形料块,或上部直径4~6cm、下部直径8~12cm且厚度为4~6cm的圆台形料块; (2)第二阶段:装炉 在坩埚底部先铺装一层圆台形料块,并且使直径小的一端面朝下,上部均匀摆放圆柱形料块,放置好套筒和收集器,盖好炉盖进行抽真空操作,真空度达到1.5×10-1~2.5×10-1Pa时,充入高纯氩气至相对真空度为-0.06~-0.04MPa,然后重新抽真空至1.5×10-1~2.5×10-1Pa以下; (3)第三阶段:还原 在持续抽真空的条件下,按照如下升温方法对镧与氧化钐混合料块进行依次升温: a)以9~10℃/min的升温速率由15~25℃升温至350~400℃,保温30~50min; b)以9~10℃/min的升温速率升温至650~700℃,保温60~90min; c)以8~9℃/min的升温速率升温至850~900℃,保温60~90min; d)以6~8℃/min的升温速率升温至980~1000℃,保温150~180min; e)以6~7℃/min的升温速率升温至1150~1300℃,保温360~480min; f)以5~6℃/min的升温速率升温至1380~1450℃,保温60~100min; g)以5~6℃/min的升温速率升温至1480~1550℃,保温60~100min; (4)第四阶段:冷却与出炉 保持在高真空状态下进行冷却,当温度降至950~1050℃时,开启充气阀门充入高纯氩气至相对真空度为-0.04~-0.02MPa,然后启动气体循环冷却装置进行强制风冷25~35min,即降至95~105℃,停止强制风冷;破真空后打开炉盖,将收集器取出,并将坩埚取出后倒置,将镧渣取出,出炉用时15~20min;所获得的产品的收率≥88%。
3.根据权利要求1或2所述的金属钐生产装置生产金属钐的方法,其特征在于,所述加热控制系统包括控制柜、设置在控制柜内的温度控制器以及设置在控制柜内的电源。
4.根据权利要求1或2所述的金属钐生产装置生产金属钐的方法,其特征在于,所述金属钐生产装置还包括风冷装置; 所述气体循环冷却装置包括设置在炉体侧壁上部的循环出气管和设置在炉体侧壁下部的循环进气管;所述风冷装置分别与循环出气管和循环进气管相连接。
5.根据权利要求4所述的金属钐生产装置生产金属钐的方法,其特征在于,所述风冷装置包括抽风机、换热器和排风机;所述抽风机的进气口端与循环出气管相连通;抽风机的出气口端与换热器的进气口端相连通;换热器的出气口端连接设置有排风机;排风机的出气口端与循环进气管相连通。
6.根据权利要求5所述的金属钐生产装置生产金属钐的方法,其特征在于,所述换热器包括风箱以及盘设在风箱外部的冷却水管;所述冷却水管设置为其内通入有循环冷却水; 所述循环出气管与风冷装置相连通,所述循环出气管与真空系统相连通;所述风冷装置的进气口处设置有气体循环冷却进气阀,该气体循环冷却进气阀设置为能够在真空系统运作时关闭; 所述风冷装置的出气口端与循环进气管相连通,风冷装置的出气口端与充气管道相连通,充气阀门设置在充气管道上。
7.根据权利要求1或2所述的金属钐生产装置生产金属钐的方法,其特征在于,所述金属钐生产装置还包括若干个用于检测所述坩埚内部温度的温度检测装置,其设置在镧与氧化钐混合料块的上部的不同位置;所述温度检测装置的输出端连接于加热控制系统的输入端;所述温度检测装置采用B型号的铂铑热电偶温度传感器。
8.根据权利要求1或2所述的金属钐生产装置生产金属钐的方法,其特征在于,所述金属钐生产装置还包括外加热体和隔热屏; 所述外加热体套设在坩埚的外侧;外加热体的受控端连接于加热控制系统的一个输出端;外加热体的底端设置在坩埚支撑装置上; 外加热体设置为盘旋的加热管; 所述外加热体与外加热体电极电连接;外加热体电极与加热控制系统电连接; 所述外加热体的外侧设置有隔热屏,其设置为减小外加热体在加热过程中热量向外辐射。
请联系平台
请联系平台




