本发明适用于铝合金铸造技术领域,提供了一种铝合金铸造设备及其铸造工艺,铸造设备包括可升降供料组件、设备支座和立柱,还包括:模具筒,模具筒的底部固定有支管,支管的下端安装有风机;移动翻转组件,移动翻转组件安装于立柱上,移动翻转组件用于驱动模具筒水平移动,并且在驱动模具筒水平移动的同时对其进行180°翻转;主气管和支气管,支管的上端转动安装有主气管,主气管的外侧周向分布安装有多根支气管;锁定控制组件,支管内安装有用于对主气管进行制动的锁定控制组件;敲击均质组件,空腔底部周向分布安装有多组能够与拨球相配合的敲击均质组件。本发明整个流程设计的既高效又便捷,大大提高了生产效率。
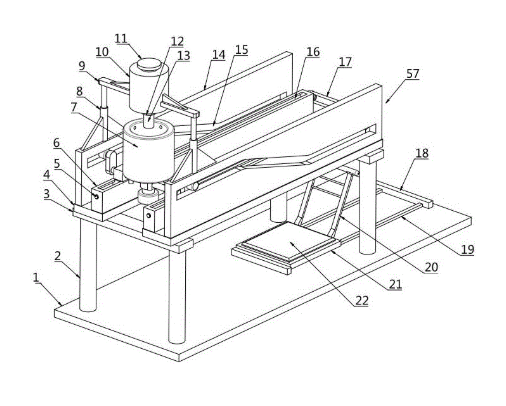
1.一种铝合金铸造设备,包括可升降供料组件、设备支座(1)和立柱(2),所述立柱(2)固定于设备支座(1)上,其特征在于,还包括: 模具筒(7),所述模具筒(7)的内侧开设有上开口的模具槽(39),模具槽(39)的外侧于模具筒(7)内还开设有空腔(36),模具槽(39)的开口端还周向分布开设有多个与空腔(36)连通的斜气孔(38);所述模具筒(7)的底部固定有支管(44),支管(44)的下端安装有风机(41); 移动翻转组件(57),所述移动翻转组件(57)安装于立柱(2)上,可升降供料组件安装于移动翻转组件(57)上,移动翻转组件(57)还与模具筒(7)连接,所述移动翻转组件(57)用于驱动所述模具筒(7)水平移动,并且在驱动所述模具筒(7)水平移动的同时对其进行180°翻转; 主气管(45)和支气管(46),所述支管(44)的上端转动安装有主气管(45),主气管(45)的外侧周向分布安装有多根支气管(46),支气管(46)位于空腔(36)的底部,多根所述支气管(46)的外端一侧顺次安装有吹气头(47),所述支管(44)内腔依次通过主气管(45)、支气管(46)和吹气头(47)与空腔(36)连通,所述支气管(46)的外端还固定有拨球(48); 锁定控制组件,所述支管(44)内安装有用于对主气管(45)进行制动的锁定控制组件; 敲击均质组件,所述空腔(36)底部周向分布安装有多组能够与拨球(48)相配合的敲击均质组件;当所述风机(41)启动工作且锁定控制组件解除对所述主气管(45)的制动状态时,吹气头(47)排出的气流推动所述主气管(45)、支气管(46)、吹气头(47)和拨球(48)构成的整体旋转,从而使得所述拨球(48)驱动敲击均质组件对所述模具槽(39)底部的模具筒(7)进行敲击,且所述空腔(36)内的气体通过斜气孔(38)排出; 所述移动翻转组件(57)包括端部托板(3)、安装板(4)、丝杆(5)、导座(6)、侧板(14)、传动带(17)、主支轴(23)、轴承座(24)、摆杆(25)、副支轴(26)、转筒(27)、滑块(28)、带轮一(29)、电机支座(30)、电机(31)、带轮二(32)和固定套(40); 所述设备支座(1)的上方设置两根安装板(4),两根所述安装板(4)的下侧两端固定有端部托板(3),端部托板(3)固定于立柱(2)的上端; 两根所述安装板(4)上分别固定有一个导座(6),两个所述导座(6)相远离的一侧于安装板(4)上还固定有侧板(14),侧板(14)上开设有通槽(15),所述导座(6)上开设有导槽(16),导槽(16)内滑动设有滑块(28),滑块(28)的上侧固定有轴承座(24),轴承座(24)内转动安装有主支轴(23); 所述主支轴(23)的内端与固定套(40)固定连接,固定套(40)固定于支管(44)上; 所述主支轴(23)的外端固定有摆杆(25),摆杆(25)远离主支轴(23)的一端固定有副支轴(26),副支轴(26)上转动安装有与通槽(15)相配合的转筒(27); 所述导座(6)内转动设有一根丝杆(5),丝杆(5)与滑块(28)螺纹连接,其中一根所述丝杆(5)的端部传动连接有电机(31),电机(31)还通过电机支座(30)与导座(6)固定连接,两根所述丝杆(5)上分别固定有带轮一(29)和带轮二(32),带轮一(29)和带轮二(32)之间通过传动带(17)连接; 当所述电机(31)驱动两根丝杆(5)旋转时,两个所述滑块(28)同向且同步移动; 所述可升降供料组件包括伸缩缸一(8)、固定板(9)、料筒(10)、加料口(11)、电磁阀(12)和料管(13); 所述料筒(10)位于横槽一(33)所处区域的上方,料筒(10)的顶部设有加料口(11),料筒(10)的底部设有料管(13),料管(13)上安装有电磁阀(12); 所述料筒(10)的两侧分别固定有一个固定板(9),固定板(9)的下侧固定有伸缩缸一(8),两个伸缩缸一(8)的下端对应与两个侧板(14)的顶部固定连接。
2.根据权利要求1所述的铝合金铸造设备,其特征在于,所述斜气孔(38)为靠近模具槽(39)的一端向远离模具槽(39)的开口端倾斜设置; 所述空腔(36)内还固定有若干支杆(37)。
3.根据权利要求1所述的铝合金铸造设备,其特征在于,所述锁定控制组件包括制动环一(53)、制动环二(54)、缸支座(55)和伸缩缸三(56); 所述支管(44)的内腔中于主气管(45)上固定有制动环一(53),所述制动环一(53)的下侧设有能够与其抵接制动的制动环二(54),制动环二(54)还与支管(44)的内腔滑动连接,制动环二(54)的下侧固定有伸缩缸三(56),伸缩缸三(56)的缸体通过缸支座(55)与支管(44)的内腔腔壁固定连接。
4.根据权利要求3所述的铝合金铸造设备,其特征在于,所述敲击均质组件包括套筒(49)、弹性伸缩杆(50)、敲击头二(51)和L形架(52); 所述L形架(52)固定于空腔(36)底部,L形架(52)的水平部端部固定有套筒(49),套筒(49)上滑动设有能够与拨球(48)相配合的弹性伸缩杆(50),弹性伸缩杆(50)的上端固定有敲击头二(51); 所述弹性伸缩杆(50)的下端倒圆角; 所述敲击头二(51)采用球形结构; 所述套筒(49)上侧的弹性伸缩杆(50)上还固定有限位帽,限位帽通过弹力绳与套筒(49)连接。
5.根据权利要求4所述的铝合金铸造设备,其特征在于,该铝合金铸造设备,还包括脱模组件,所述脱模组件包括伸缩缸二(42)和敲击头一(43); 所述模具筒(7)的底部周向分布固定有多个伸缩缸二(42),伸缩缸二(42)的输出端于空腔(36)内固定有敲击头一(43),敲击头一(43)采用半球形结构。
6.根据权利要求5所述的铝合金铸造设备,其特征在于,所述通槽(15)包括依次连接的横槽一(33)、斜槽(34)和横槽二(35); 当所述模具筒(7)处于横槽一(33)所在的区域时,所述模具筒(7)竖直向上; 当所述模具筒(7)处于横槽二(35)所在的区域时,所述模具筒(7)竖直向下; 所述主支轴(23)的轴线位于横槽一(33)和横槽二(35)之间中间的水平面上。
7.根据权利要求6所述的铝合金铸造设备,其特征在于,该铝合金铸造设备,还包括转移组件,所述转移组件包括限位板(18)、滑轨(19)、推杆(20)、滑板(21)和弹性垫(22); 与所述横槽二(35)所处区域对应的设备支座(1)上固定有两根滑轨(19),两根所述滑轨(19)的端部于设备支座(1)上分别固定有限位板(18); 两根所述滑轨(19)上还滑动设有滑板(21),滑板(21)的顶部设有弹性垫(22),滑板(21)的一侧固定有推杆(20)。
8.一种如权利要求7所述的铝合金铸造设备的铸造工艺,其特征在于,包括以下步骤: 步骤一、通过控制伸缩缸一(8),调节料筒(10)至适当位置,随后开启电磁阀(12),将铝液注入到模具筒(7)中; 步骤二、伸缩缸三(56)驱动制动环二(54)与制动环一(53)分离,解除对主气管(45)的制动;同时,风机(41)启动,吹气头(47)排出的气流推动主气管(45)、支气管(46)、吹气头(47)和拨球(48)构成的整体旋转,在这一过程中,拨球(48)驱动敲击均质组件的敲击头二(51)对模具筒(7)底部进行敲击,同时空腔(36)内的气体通过斜气孔(38)排出; 步骤三、铝液固化成型后,电机(31)启动,驱动两根丝杆(5)同步旋转,两个滑块(28)在丝杆(5)的驱动下同向且同步移动,通过通槽(15)和转筒(27)的配合,模具筒(7)完成180°的翻转; 步骤四、通过控制伸缩缸二(42)的往复伸缩,敲击头一(43)对模具筒(7)底部进行敲击,辅助脱模,成型制品则落在弹性垫(22)上进行承接;最后,通过移动滑板(21),将制品转移至指定位置,完成整个操作流程。
请联系平台
请联系平台




